NPTF60 standard NC threaded blades


Cemented carbide cnc insert for turning, milling, cutting, grooving, roughing, grounding, polishing.All kind of function for different machine and field.
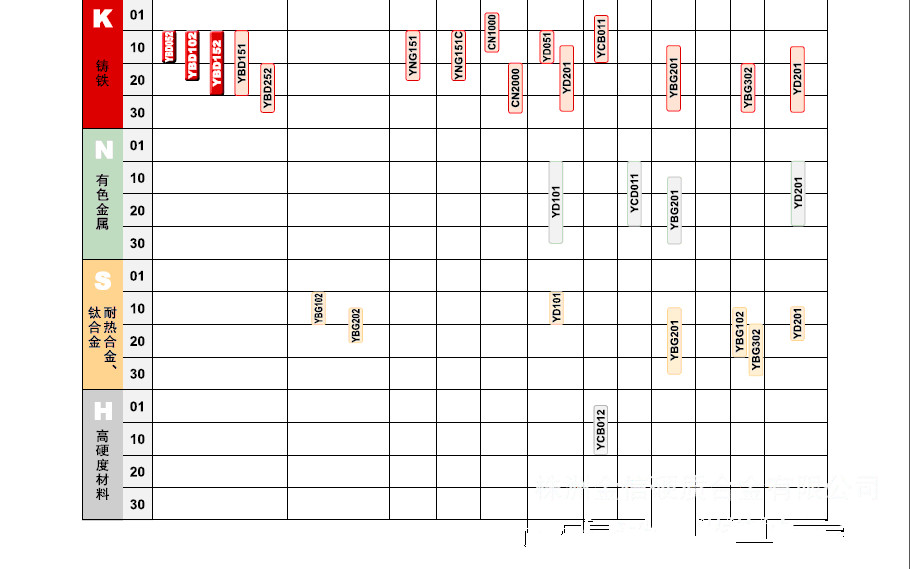
1.The use of CNC blade grades guidance
YBC151
Thick AL2O3, a combination of high wear resistance of the substrate and the MT-TICN TIN coating; suitable for the finishing of steel
YBC251
Good edge security in toughness of the matrix MT-TICN, thick AL2O3, an excellent mix of TIN coating; suitable for semi-finished steel.
YBC351
High strength in anti-thick AL2O3, combined with the plastic substrate and MT-TICN TIN coating; with good toughness and plastically deformable, suitable for steel roughing.
YBD151
High wear resistance matrix and MT-TI (CN), thick AL2O3, an excellent mix of TIN coating materials suitable for cast iron finishing and semi-finishing.
YBM151
Special organizational structure of the base body and TICN, thin AL2O3, TIN coating combined with good impact resistance and resistance to plastic deformation, but also has good impact resistance, suitable for stainless steel finishing and semi-finishing and roughing.
YBM251
Good toughness and strength of the matrix and TICN, thin AL2O3, TIN coating combination, for stainless steel semi-finishing and roughing.
YBM253
CVD efficient processing new grades of stainless steel, widely used in large cut deep into the field to the efficient processing. The use of advanced ultra-fine grain nano-coating technology, with high toughness gradient alloy matrix, high performance, large depths of cut, high feed, high-speed cutting process with excellent cutting performance.
YBC152
TICN thick and thick AL2O3 coating, while improving the toughness, wear resistance has greatly improved, finishing to semi-finishing of steel ideal for high-speed cutting. Cutting speed can be increased by more than 25%, at the same cutting speed, tool life can be increased by more than 30%.
YBC252
Using thick and thick TICN AL2O3 coating, a strong plastic deformation resistance and edge strength of steel from finishing to roughing general election receive grades. Or severe conditions have stabilized at a high removal rate performance cutting parameters, and can achieve a greener dry cutting. Cutting speed can be increased by more than 25%, at the same cutting speed, tool life can be increased by more than 30%.
2. Black Edition blade YBD (significant effect)
1, to improve production efficiency, the coating and substrate are adapted to iron-speed, high feed cutting. (Cutting speed can be increased by 30% -40%)
2, reduce economic costs, improve service life of nearly 40% -50%.
YBD052
CVD coated grade, (thick AL2O3 + thick TICN) coating the substrate with a hard, smooth surface, fine grain. When gray cast iron dry high-speed cutting reflects the excellent wear resistance.
YBD102
CVD coated grade, (thick AL2O3 + thick TICN) coating the substrate with a hard, high-speed machining in nodular cast iron reflects the good wear resistance and impact resistance.
YBD152
CVD coated grade, (in the thick AL2O3 + thick TICN) coating the substrate with a hard, good spalling resistance, suitable for high-speed turning of cast iron, it can withstand moderate speed when minor interrupted cuts, this grade iron is applied also when there is a strong universal milling.
YBD252
CVD coated grade, (in the thick AL2O3 + thick TICN) coating the substrate with a hard, good combination of wear resistance and toughness for cast iron toughness requirements (such as nodular cast iron) in low wet milling, but also for intermittent condition turning under.
3.nanocoating new brand
● special coating process, the blade surface smooth, reduce friction and chip more smoothly.
● unique nanostructured coating, and the substrate with more closely, toughness and hardness higher
● good thermal and chemical stability to provide more effective protection for the cutting edge.
YBG205 stainless steel finishing PVD coated grades
Applicable to the workpiece is relatively small, high surface finish requirements processing areas.
Add abrasion and high temperature rare elements ultrafine TIAIN nano coating, high temperature coating hardness and excellent performance provide effective protection for the cutting edge, a special coating processing, coating and substrate binding firmer for stainless steel precision turning.
YBG102
NC-TIAIN coating the substrate with the fine particles, applicable to all types of finishing materials and superalloys fine, semi-fine turning.
YBG202
NIC-TIAIN strength and toughness of the coating and substrate binding ultrafine particles, fine processing is applicable to all types of materials, semi-intensive and high-temperature alloy turning rough turning.
YBG302
NIC-TIAIN coating and toughness cemented carbide substrate bonded to the substrate, for all kinds of work material is cut, grooving processing, to achieve the perfect combination of safety and wear resistance.
4.The super-hard insert grades
YCD011 workpiece material: cast iron Category: Finishing
High CBN content PCBN grade with good hardness (HV3400-3800), thermal stability, thermal conductivity and good wear resistance, mainly used for cast iron, iron-based P / M materials and heat-resistant alloys, high-speed high-precision machining.
YCB012 workpiece material: high hardness materials processing Category: Finishing
Lower CBN content PCBN grade finer grain structure, having a high hardness (HV3200-3500)
Good thermal stability and relatively low thermal conductivity, mainly for hardened steel (HRC45-65), high-speed, high-precision continuous or intermittent slight cutting, dry machining is recommended as far as possible.
YCD011 workpiece material: non-ferrous metal Category: Finishing
PCD grade medium grain structure with high hardness (HV7000) excellent wear resistance and thermal conductivity is mainly used in non-ferrous metals (AL, CU and alloys) and non-metallic (ceramics, wood and reinforced plastics, etc.) high-speed, high-efficiency and high-precision machining, is a universal good PCD grades.
More display for all kinds of inserts:
Tungsten steel sintering process can be divided into four basic stages:
1: Removal of pre-burn phase forming agents, the following changes occur during this phase sintered body:
Removal of the initial sintering agent as the temperature rises, forming agent gradually decompose or vaporize,
excluded from the sintered body, at the same time, more or less to the sintered body forming agent by carbon,
carbon amount will vary depending on forming agent different type, quantity and sintering process change.
Powder surface oxides are reduced, at the sintering temperature, the hydrogen reduction of cobalt and tungsten
can be oxides, if removed in vacuo to a forming agent and sintering, carbon and oxygen reaction is not strong.
Contact stress between the gradual elimination of the powder particles, bonding metal powder begins to generate
recovery and recrystallization, surface diffusion began, briquette strength increased.
2: The solid-phase sintering stage (800 ℃ – eutectic temperature)
Temperature occurs in the liquid phase under the previous, except to continue the process of what happens on
stage, the solid-phase reaction and diffusion intensified, plastic flow enhancement, significant shrinkage
of the sintered body.
3: liquid phase sintering (eutectic temperature – the sintering temperature)
When the liquid phase sintered body appeared after contraction done quickly, then crystallization transition
form the basic organization and structure of the alloy.
4: cooling phase (sintering temperature – room temperature)
At this stage, the organization and the phase composition of tungsten steel with different cooling conditions
to produce some variations, can use this feature, tungsten steel heat treated to improve its physical and
mechanical properties.
BSPT standard left type cnc tips for threading
cemented carbide cnc insert for turning, milling, cutting, grooving, roughing, grounding, polishing.
all kind of function for different machine and field